






溴化锂直燃机溶液再生处理相关介绍
信息来源:www.dongyizhileng.com 发布时间:2026.01.25
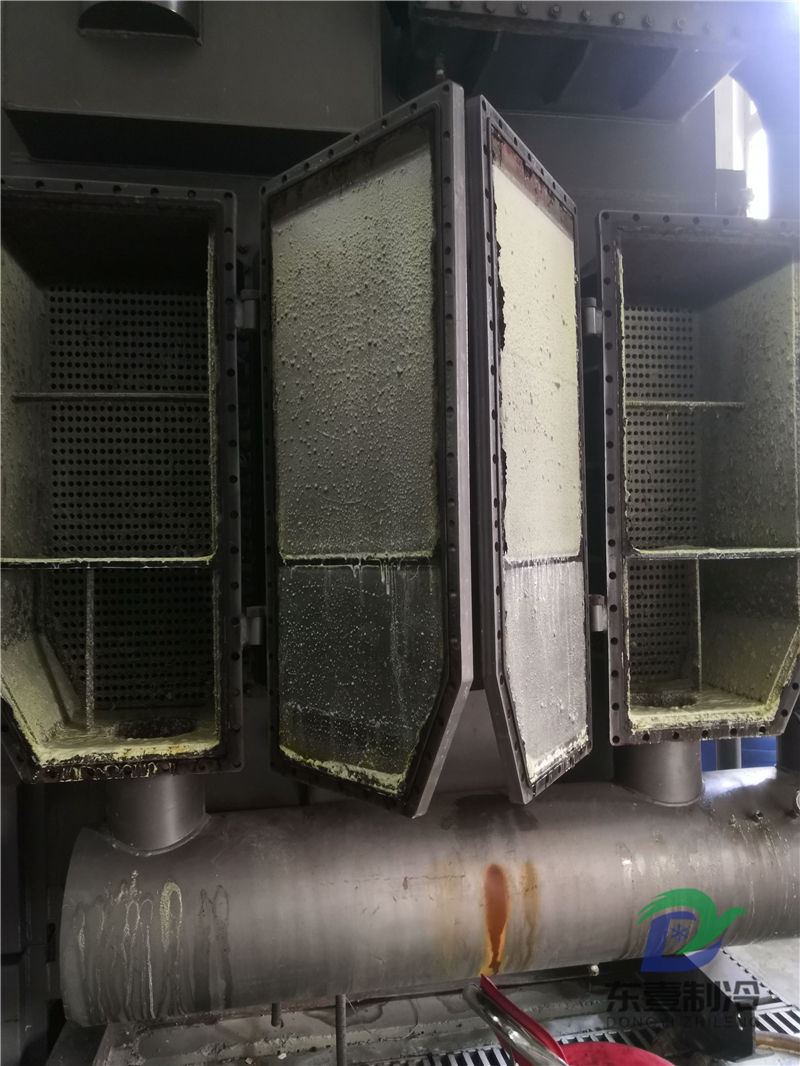
溴化锂直燃机溶液再生处理:经济的“延寿术”
溴化锂溶液作为直燃机的“血液”,长期运行中难免“疲劳”:缓蚀剂消耗、热分解产物积累、空气渗入导致氧化、杂质污染...这些变化使溶液pH值失衡、缓蚀能力下降、浊度升高,不仅严重腐蚀机组关键部件(如发生器、换热管),更会大幅降低制冷/制热效率,增加能耗,缩短设备寿命。
当溶液关键指标(如pH值、缓蚀剂浓度、浊度、色度)超出允许范围,传统做法是整机更换溶液,成本高昂且产生大量废液。溶液再生处理技术为此提供了更优解:
1.物理净化:通过精密过滤(如滤芯、滤袋、离心)去除溶液中的固体颗粒、锈渣、油污等机械杂质,恢复溶液澄清度。
2.化学再生:
*pH调节:添加碱性调节剂(如LiOH),将溶液pH值恢复至范围(通常8.5-10.5),重建保护性钝化膜。
*缓蚀剂补充:定量添加钼酸锂、铬酸锂等缓蚀剂,恢复并增强溶液的防腐能力。
*消泡剂补充:适量补充消泡剂,抑制运行中泡沫产生,保障吸收效果。
*特殊处理(如需要):针对严重氧化或污染,可能采用活性炭吸附、化学沉淀或再生剂进行深度处理,去除有害有机物或特定离子。
再生处理的优势显著:
*显著节约成本:费用通常仅为新溶液购置费的30%-60%,大幅降低维护支出。
*延长溶液寿命:有效恢复溶液性能,延长其使用寿命1倍以上,推迟更换周期。
*保护机组:恢复缓蚀性能,降低腐蚀风险,保护铜管、钢构等关键部件,延长主机寿命。
*提升运行效率:清除杂质、恢复物性,有助于改善吸收与发生效率,提升机组能效。
*环保减排:减少废液排放,符合绿色运维理念。
实施要点:再生前需对溶液进行检测分析,制定针对性方案;操作需由人员在严格规程下进行;再生后溶液各项指标需达到标准(如GB/T18301或厂家标准),并持续监测运行表现。
结论:溴化锂溶液再生处理是应对溶液劣化、保障直燃机长寿运行的经济且环保的关键技术。它通过的物理化学手段,让“疲惫”的溶液重焕生机,为设备管理者提供了一种高的维护选择,是实现设备全生命周期成本优化的重要环节。
>注:如需更具体的再生执行标准、操作流程细节或成本效益分析,可进一步提供补充信息。
上一条:直燃机保养相关介绍
下一条:溴化锂吸收式冷温水机保养介绍


